I have a Bambu P1S with AMS. I am far from an expert, and am having some issues with certain filaments leaving what appear to be small gaps in some of the layer lines and I just can't figure it out as it is noticeably worse on short paths. The filaments I'm struggling with right now are:
- Bambu Silk PLA+
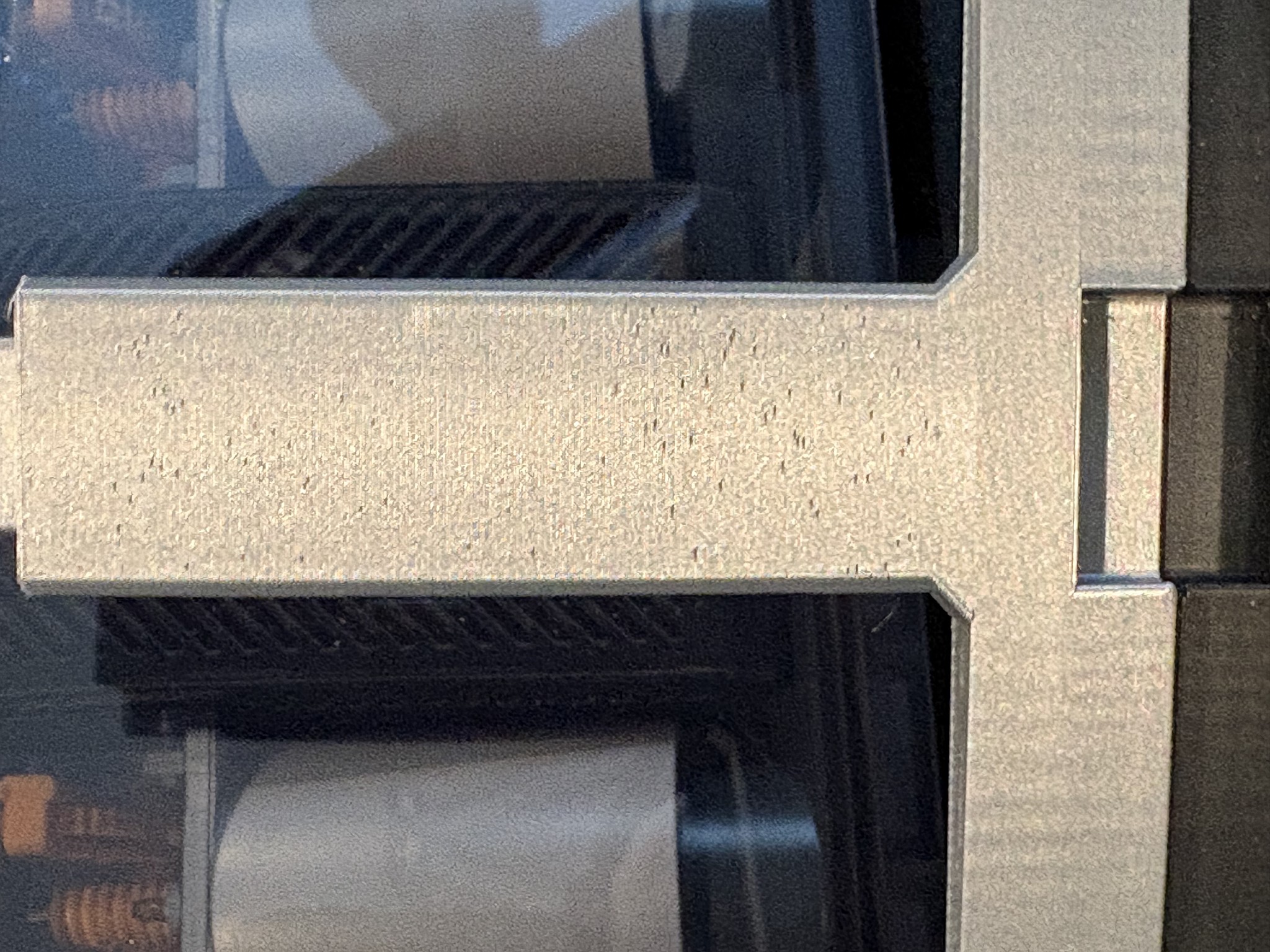
- Bambu PLA Basic Silver
I haven't noticed the issue with any other colours of PLA Basic, just the silver (but I mainly use PLA Matte).
See below example with PLA Basic Silver which shows this very clearly - the bottom wide part is fine, but as soon as it transitions to the skinnier part the problem occurs.
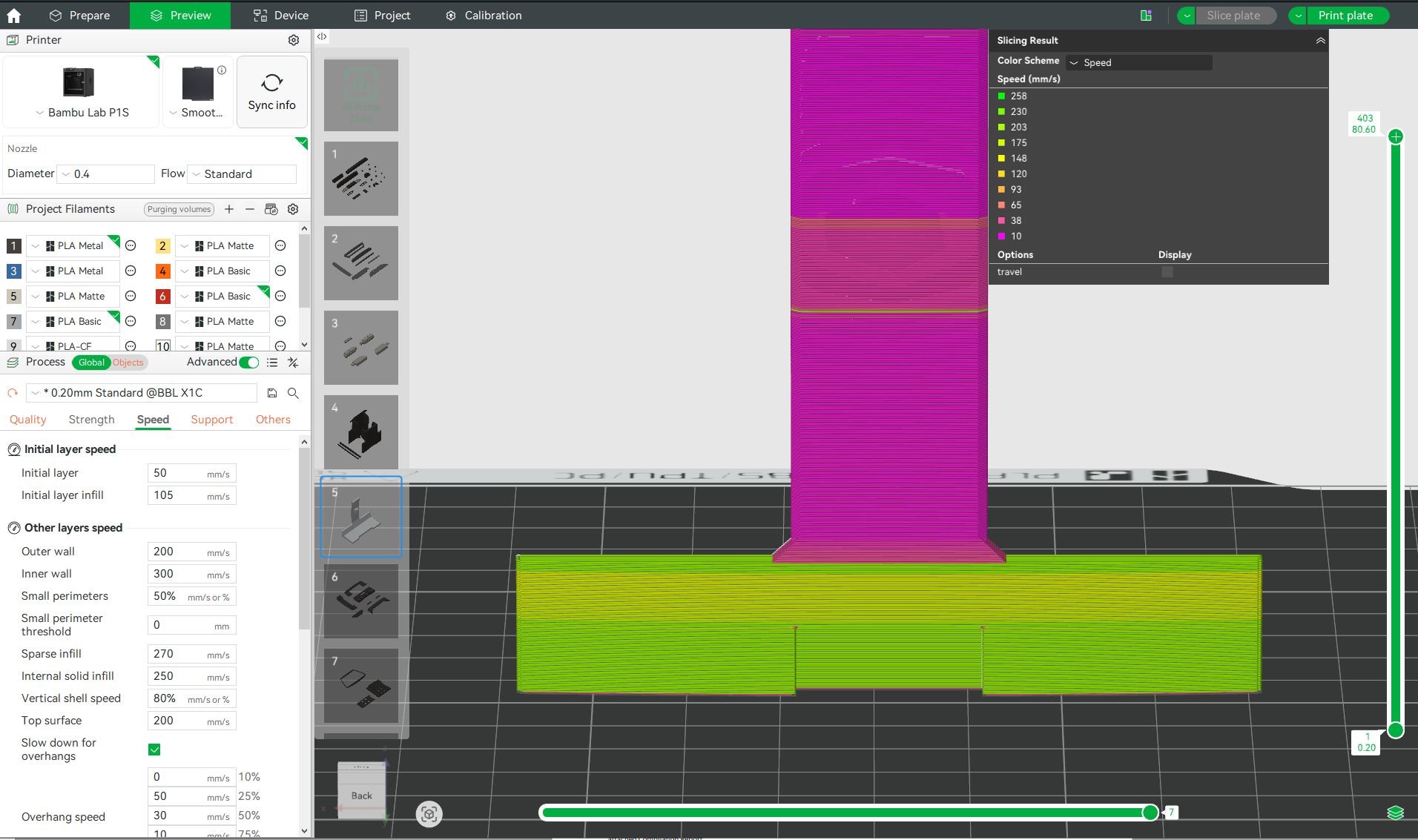
I've tried lowering the outer wall speed, lowering the outer wall acceleration, and thoroughly drying the filament.
The seams are aligned to the edge, so these gaps aren't from the start of a new layer.
Do any experienced users have any ideas on this?
Thanks